Citation la fonderie du pont lui même qui est beaucoup plus aléatoire que l'usinage du pignon d'attaque. Pour calculer (ce que fait la pige pour toi, avec la mesure des jeux et donc des cales que tu vas devoir mettre), je ne pense que nous ayons des moyens de mesures assez précis pour le faire sans catastrophe derrière à l'utilisation. Cela dépend de : - la position de la portée de roulement sur le pignon d'attaque, par rapport à l'extrémité du pignon (face plane) - la position de la portée de ce même roulement mais dans le pont (sa profondeur dans le pont) - la position du trou de l'entrée de pont, - la position des trous des sorties de pont
je suis d'accord avec toi sur les différentes cotes qui interfèrent sur la position relative du pignon par rapport à l'axe de la couronne: cette position relative dépend des 3 cotes A, B et C ci dessous :
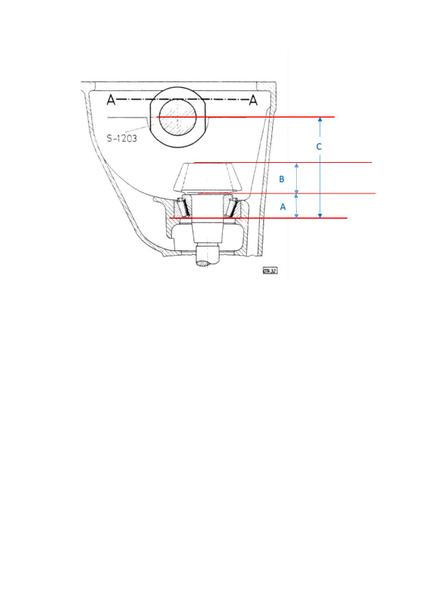
le cote A correspond à la largeur du roulement qui varie très faiblement selon la précontrainte, les tolérances de fabrication sont très serrées.
la cote B est la hauteur du pignon, elle est mesurée en usine puis marqué par la valeur de correction à appliquer selon que la cote soit trop forte ou trop faible.
puis le cote C qui dépend de l'usinage des portées de roulement de la couronne par rapport au plan d'appui du roulement dans le carter et qui peut présenter un intervalle de tolérance important.
si cette cote C varie d'un carter à l'autre, elle n'interfère plus sur la distance pignon/ axe car avec la méthode Opel on fait une mesure différentielle entre 2 surfaces.
si cette cote C est sous la valeur nominale, le comparateur indiquera moins de correction à faire.
si cette cote est supérieurs à la cote nominale, le comparateur indiquera d'autant plus de correction à faire.
donc la dimension C n'intervient plus, la dimension A du roulement est sensiblement proche de la valeur idéale et la seule qui varie est la dimension B du pignon, or celle là été mesurée et justement on la corrige;
donc on arrive a positionner la face rectifiée de manière proche de l'idéal avec ces outils et cette procédure.
reste maintenant à régler le position axiale de la couronne nécessairement appairée au pignon afin que l'engrènement soit correct.
pour info :
l'étude théorique de la géométrie d'un engrenage conique hypoïde avec des axes non concourant est bien plus complexe que celle d'un engrenage conique à axes concourants.
dans le deuxième cas on cherche à faire coïncider les sommets des cônes primitifs du pignon et de la couronne, les deux cônes ayant une
ligne de contact commune sur laquelle se trouvent les dents respectives qui engrènent.
mais pour un engrenage hyopïde dont les axes sont décalés, les cônes primitifs n'ont en théorie qu
'un point de contact.sans compter qu'il faut essayer de caler des dents à profil hélicoïdal dans cette zone avec si possible plusieurs dents en prise pour des histoires de continuité d'engrènement qui diminuent sérieusement le bruit d'engrènement.